Trajna in enakomerno barvana površina za stroje za urejanje okolice
Rešitev za premazovanje zahtevnih hidravličnih jeklenk se je izkazala za Teknsovo novo lansirano poliuretansko barvo TEKNODUR COMBI 340 z nizko vsebnostjo topil.

Prijaznost do okolja, krajši čas obdelave, povečana zmogljivost, bolj udobno delovno okolje ter izjemna kakovost površine in protikorozijska zaščita so nekateri razlogi, zaradi katerih je naložba v lakirnico za prašne premaze mamljiva.
Pred nekaj leti je bilo še vedno precej nenavadno uporabljati prašno barvanje na velikih in težkih jeklenih komponentah. Za strjevanje veziva in utrjevalca prašnega premaza so potrebne zvišane temperature, velike komponente pa zahtevajo velike peči in daljši čas v peči kot običajno. Kljub temu pa je zaradi prednosti prašno lakiranje težkih komponent postalo bolj pogosto.
Podjetje Pintakäsittely Rimpioja Oy iz Kälviä je specializirano za mokro lakiranje in prašno lakiranje posameznih komponent in težke opreme ter protipožarne zaščitne premaze nosilnih jeklenih konstrukcij. Družinsko podjetje, ustanovljeno leta 1982, je pred štirimi leti začelo uporabljati prašno lakiranje.

Ravnanje z velikimi komponentami v lakirnici Rimpioje ni problem. Barvanje težke opreme je le vrh strokovnega znanja podjetja. Masivne lesene pograde, ki so visoki približno tri metre in široki 2,5 metra in lahko tehtajo tudi do 250 kg, je mogoče z lahkoto prestaviti iz predobdelave skozi lakirnico za prašno lakiranje v peč.
“Ena tirnica lahko nosi približno 800 kg, v peč pa se lahko namesti tri tirnice s pogradi hkrati,” pravi Veli-Matti Rimpioja, ki je odgovoren za lakirnico za prašno lakiranje.“Nobenih izpustov hlapnih organskih spojin in hitrost postopka so jasne prednosti prašnega lakiranja v primerjavi z mokrim barvanjem. Prašno lakiranje uporabljamo na vsem, kar je mogoče prašno lakirati,” je nadaljeval.
“Hitra dostava nam je tudi pomembna. Teknos lahko takoj s police dostavi vse barve RAL in Rautaruukki, ki jih potrebujemo,” dodaja izvršilni direktor Hannu Rimpioja.
Best-Hall, ustanovljen leta 1975, proizvaja dvorane iz jeklenega ogrodja, prekritega s PVC. Pred približno dvema letoma je Best-Hall iz enoslojnega sistema epoksidnih barv prešel na prašno lakiranje. S peskanjem očiščeni jekleni okvirji se prenesejo

na tekoči trak, ki jih odpelje v kabino za lakiranje. Po nanosu prahu komponente pečemo 50 minut pri 190 °C, po zunanjem hlajenju približno 15 minut pa so pripravljene za pakiranje.
“Obremenitev okolja je bil glavni dejavnik pri prehodu na prašno lakiranje, saj uporabljamo veliko barve. Pred tem smo pol delovnega dne porabili za pakiranje komponent, ki so bile pobarvane prejšnji dan. Zahvaljujoč prašnemu lakiranju je zdaj celoten postopek bistveno hitrejši,” pravi vodja proizvodnje Kari Herronen.
Naložba podjetja Best-Hall v višini približno 1,5 milijona v lakirnico za prašno lakiranje se je izkazala za donosno. Številne stranke celo zahtevajo, da se naročene izdelke prašno lakira.
“Kakovost in zanesljivost dobave so bili odločilni dejavniki pri izbiri dobavitelja barve,” navaja izvršilni direktor Best-Hall Oy Leif Fagernäs.
Peč v lakirnici za prašno lakiranje Best-Hall je ena največjih peči v nordijskih državah in omogoča prašno lakiranje komponent, ki tehtajo celo tisoč kilogramov. Zunanja površina peči je hladna, tudi če je temperatura v peči okoli 200 °C. Tri zračne zavese preprečujejo pritok hladnega zraka v peč, saj se komponente prenašajo ven, da se ohladijo. Pozimi se lahko na primer toplota iz peči uporablja za ogrevanje stavb.
Podjetje Relicomp Ltd je specializirano za tehnologijo pločevine in imajo popolnoma novo tovarno v Kurikki. Prenova, ki se je začela spomladi 2014, je bila končana avgusta, konec oktobra pa je bila otvoritev tovarne.
V Relicompovi tovarni izdelujejo tako edinstvene komponente kot serije komponent. Kreativno razmišljanje in sposobnost reševanja problemov sta potrebna za obešanje in obdelavo površin komponent različnih oblik in velikosti. Velikost komponent, pobarvanih v tovarni Relicomp, se razteza od majhnih komponent iz pločevine z le nekaj centimetri, do težkih okvirjev tovornjakov in rezervoarjev za gorivo gozdarskih strojev.
“Rezervoar gozdarskega stroja je sestavni del, ki je zahteven za izdelavo in ga na primer ni mogoče očistiti s potopitvijo. Prašno lakiranje je idealno za površinsko obdelavo rezervoarjev,” pravi vodja proizvodnje Jarkko Kulmala.
Relicomp uporablja okolju prijazno predhodno obdelavo brez fosfatov, ki izboljša oprijem barve in odpornost na korozijo ter zahteva le zelo kratek čas stika.
Relicomp Ltd je edino finsko podjetje, ki uporablja napredno tehnologijo postopnega oblikovanja pločevine. Metoda postopnega oblikovanja pločevine (oblikovanje brez kalupa) se najpogosteje uporablja pri izdelavi prototipov in majhnih serij komponent. Oblikovanje pločevine omogoča hitro in stroškovno učinkovito izvedbo različnih oblik.
Uporaba prašnih premazov je hitra, učinkovita in ekonomična rešitev.
SKS Toijala Works Oy s 50-letnimi izkušnjami proizvaja jeklene okvirje in roke strojev.
 Vse faze dela konstrukcije rok - varjenje, obdelava, površinska obdelava, sestavljanje in preizkušanje - se izvajajo v isti delavnici po principu “pretočne linije”. Dvižna nosilnost v delavnici je kar 75 ton.
Vse faze dela konstrukcije rok - varjenje, obdelava, površinska obdelava, sestavljanje in preizkušanje - se izvajajo v isti delavnici po principu “pretočne linije”. Dvižna nosilnost v delavnici je kar 75 ton.
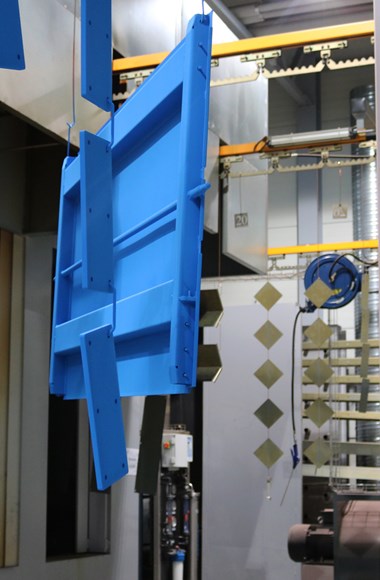
“Roke gozdarskih strojev se predhodno obdelajo s fosfatiranjem železa, drogovi pa se prevlečejo s prašnimi premazi. Roke tehtajo kar 400–500 kg. Za obešanje rok uporabljamo kljuke, ki smo jih izdelali sami, tako da ne puščajo sledi na zunanji površini rok,” pravi vodja proizvodnje Mikko Eloranta.
Za obešanje rok gozdarskih strojev SKS Toijala Works uporablja kljuke, ki ne puščajo sledi na zunanji površini rok.
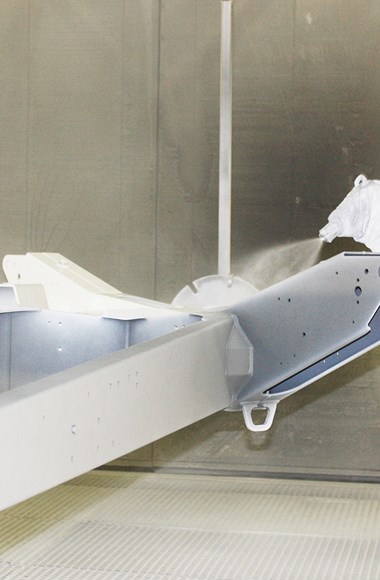
Jeklene konstrukcije najbolj masivnih strojev, kot je TW LogStacker, so mokro pobarvane s poliuretanskimi barvami Teknos 'TEKNODUR COMBI 3430 in TEKNODUR COMBI 3560 z visoko vsebnostjo suhe snovi. Dvižna zmogljivost stroja za skladanje hlodov je 16–30 ton, dvižna višina pa devet metrov.
V največji proizvodnji vsak dan v tovarni MSK Cabins izdelajo več kot 50 edinstvenih varnostnih kabin za traktorje.

“Imamo 5–6 različnih modelov okvirjev, ki se pripravljajo na tekočem traku kot popolne varnostne kabine po naročilu kupca. Na tekočem traku se oštevilčeni okvirji kabine prenesejo v pravilnem vrstnem redu po avtomatiziranem tekočem traku od enega do drugega montažnega mesta,” opiše inženir oddelka Jarmo Esala.

Pred montažo varjene okvirje, ki tehtajo približno 300 kg, predhodno obdelamo s štirifaznim pranjem na liniji, ki vključuje dvofazno pranje, aktiviranje, cinkovo fosfatiranje in izpiranje. Fosfatiranje cinka na površini kovine tvori tanek film cinkovega fosfata, ki kljubuje koroziji in izboljša oprijem barve.
Podjetje se nahaja v Ylihärmä in ima več kot 60 let izkušenj z razvojem in izdelavo kabin. Prehod z mokrih barv Teknos na INFRALIT prašno lakiranje je bil osnovan na tesnem in vztrajnem sodelovanju s proizvajalcem barv, ki traja že desetletja.
“Želimo izpolniti zahteve naših strank po visoki kakovosti. Zato že od samega začetka uporabljamo INFRALIT prašno lakiranje,” pravi vodja proizvodnje Risto Kortelainen.
Zahvaljujoč kratkotrajnemu postopku je prašno lakiranje odlično za fleksibilen in inovativen postopek proizvodnje kabin MSK.
Delo v lakirnici za prašno lakiranje je lagodno, saj je prašni premaz popolnoma brez topil in ne vsebuje hlapnih organskih spojin (HOS). Opremo in oblačila se lahko enostavno očisti s pršilnikom na stisnjen zrak. Poleg tega se prašni premaz lahko učinkovito reciklira, odpadki prašnega lakiranja pa se lahko sežgejo za energijo. Prašno lakiranje je hitra, učinkovita in ekonomična metoda lakiranja.
Prašni premaz je trdna, dvokomponentna snov. Dvokomponentna reakcija se aktivira pri povišani temperaturi (140–200°C). Utrjevanje veziva in utrjevalca prašnega premaza se začne s povečanjem temperature površine komponente in barvni film nudi lastnosti, kot so barva, končna obdelava, odpornost na mehanske obremenitve, UV sevanje in kemikalije ter struktura. Prašno barvanje se izvede elektrostatično, površine, ki jih je treba barvati, pa morajo biti prevodne in ozemljene.

Ali vas zanimajo industrijske barve? Naročite se na naše novice.
*Označuje obvezno polje
Ko pošljete svoje podatke za stik, se strinjate s Teknosovo izjavo o zasebnosti. Vaše osebne podatke bo uporabil samo Teknos in jih ne bo delil s tretjimi osebami.