Praškasti premaz idealan je za površinsku obradu čak i najsloženijih struktura, poput spremnika goriva radnih strojeva za šumarstvo.

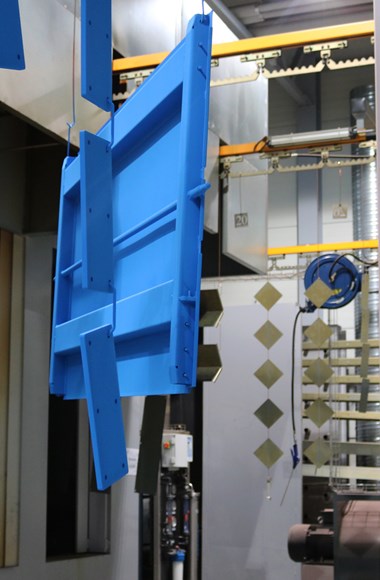
Praškasti premazi sve se češće koriste za bojenje teških komponenti
Ekološka prihvatljivost, kraće vrijeme obrade, povećani kapacitet, ugodnije radno okruženje te izvanredna kvaliteta površine i antikorozivna zaštita neki su od razloga ulaganja u lakirnicu s praškastim premazima.
Prije nekoliko godina još je bilo dosta neobično koristiti praškasti premaz na velikim i teškim čeličnim komponentama. Za stvrdnjavanje veziva i praškastog premaza potrebne su više temperature, a za velike dijelove potrebne su velike peći i dulje vrijeme u komori nego obično. Unatoč tome, zahvaljujući svojim prednostima, praškasti premaz za teške komponente postao je sve češći.
Nula emisije HOS-a
Pintakäsittely Rimpioja Oy iz mjesta Kälviä specijalizirala se za mokro bojenje i praškasto lakiranje pojedinačnih dijelova i teške opreme, te za zaštitu od požara nosivih čeličnih konstrukcija. Osnovana 1982. godine, ova obiteljska tvrtka počela je koristiti praškaste premaze prije četiri godine.

Rukovanje velikim komponentama nije problem u Rimpiojinoj lakirnici. Bojenje teške opreme samo je jedan dio stručnosti tvrtke. Masivna drvena građa, visine oko tri metra i širine 2,5 metra, čija težina može biti i do 250 kg mogu se spretno prenijeti iz pripremne obrade kroz radionicu gdje se nanosi praškasti premaz u komoru.
„Jedna tračnica može izdržati oko 800 kg, a tri tračnice mogu se smjestiti u termo komoru odjednom“, kaže Veli-Matti Rimpioja, koji je odgovoran za radionicu s praškastim lakovima. „Nulta razina emisije HOS-a i brz protok u proizvodnji jasne su prednosti praškastih premaza u usporedbi s mokrim bojenjem. Koristimo lakiranje s praškastim premazima na svemu što se može lakirati“, nastavlja.
„Brzina isporuke također nam je važna. Teknos može isporučiti sve potrebne RAL i Rautaruukki boje koje su nam odmah dostupne s police“, dodaje izvršni direktor Hannu Rimpioja.
Najveća termo komora u Finskoj
Best-Hall je tvrtka osnovana 1975. godine i proizvođač je čeličnih okvira za hale s plastifikacijom od PVC-a. Prije otprilike dvije godine, Best-Hall je iz jednoslojnog sustava epoksidnih boja prešao na praškaste premaze. Pjeskareni i zatim očišćeni čelični okviri prenose se
 pokretnom trakom kojom se dopremaju do boksa za bojenje. Nakon nanošenja praškastog premaza, komponente se 50 minuta suše u termalnoj komori na 190°C, a nakon sušenja vani u trajanju od oko 15 minuta, spremni su za pakiranje.
pokretnom trakom kojom se dopremaju do boksa za bojenje. Nakon nanošenja praškastog premaza, komponente se 50 minuta suše u termalnoj komori na 190°C, a nakon sušenja vani u trajanju od oko 15 minuta, spremni su za pakiranje.
„Pritisak zaštite okoliša bio je glavni čimbenik prijelaza na praškasti premaz jer koristimo puno boje. Prije bi pola radnog dana bilo utrošeno na pakiranje dijelova koji su bili obojeni dan ranije. Zahvaljujući lakiranju praškastim premazom, cijeli je postupak sada znatno brži“, kaže voditeljica proizvodnje Kari Herronen.
Ulaganje tvrtke Best-Hall od oko 1,5 milijuna u lakirnicu s praškastim lakovima pokazalo se isplativim. Mnogi kupci čak zahtijevaju da proizvodi koje su naručili imaju praškasti premaz.
„Kvalitetne i pouzdane isporuke presudni su čimbenici pri odabiru dobavljača boja“, izjavio je izvršni direktor Best-Hall Oy Leif Fagernäs.
Komora za lakiranje u Best-Hallovoj lakirnici praškastim premazima jedna je od najvećih termo komora u nordijskim zemljama, a omogućuje praškasti premaz komponenata teških čak tisuću kilograma. Vanjska površina termalne komore na dodir je hladna čak i ako je temperatura unutar komore oko 200 °C. Tri zračne zavjese sprečavaju protok hladnog zraka u komoru jer se dijelovi prenose van da se ohlade. Zimi se toplina iz komore, na primjer, može koristiti za grijanje zgrada.
Složene konstrukcije
Tvrtka Relicomp Ltd specijalizirana je za tehnologiju obrade lima i imaju potpuno novu tvornicu u Kurikki. Obnova započeta u proljeće 2014. završena je u kolovozu, a krajem listopada održana je svečanost otvaranja tvornice.
U tvornici tvrtke Relicomp obavlja se i pojedinačna i serijska proizvodnja komponenti. Kreativno razmišljanje i sposobnost rješavanja problema potrebni su za viseće i površinski obrađene dijelove različitih oblika i veličina. Veličina komponenata obojenih u tvornici Relicomp kreće se od malih dijelova koji su izrađeni od samo nekoliko centimetara od lima, do teških okvira kamionskih kabina i spremnika za gorivo šumarskih radnih strojeva.
„Spremnik radnog stroja za šumarstvo zahtjevna je komponenta za proizvodnju i ne može se primjerice očistiti uranjanjem. Praškasti premaz idealan je za površinsku obradu spremnika”, kaže voditelj proizvodnje Jarkko Kulmala.
Relicomp koristi ekološki prihvatljivu pripremnu obradu bez fosfata koja poboljšava prianjanje boje i otpornost na koroziju i koja zahtijeva vrlo kratko vrijeme kontakta.
Relicomp Ltd jedina je finska tvrtka koja koristi naprednu tehnologiju inkrementalnog oblikovanja limova. Postupna metoda oblikovanja lima (oblikovanje bez kalupa) najčešće se koristi pri proizvodnji prototipa i malih serija komponenata. Oblikovanje lima omogućuje brzu i ekonomičnu primjenu različitih oblika.
Praškasti premaz je brza, učinkovita i ekonomična metoda premazivanja.
Masivne čelične komponente
S 50 godina iskustva, SKS Toijala Works Oy proizvodi čelične okvire i kranove za strojeve.
 Sve radne faze izrade krana - zavarivanje, strojna obrada, površinska obrada, montaža i ispitivanje - izvode se u istoj radionici, koristeći ono što je poznato kao princip „protočne linije“. Kapacitet dizanja u radionici iznosi čak 75 tona.
Sve radne faze izrade krana - zavarivanje, strojna obrada, površinska obrada, montaža i ispitivanje - izvode se u istoj radionici, koristeći ono što je poznato kao princip „protočne linije“. Kapacitet dizanja u radionici iznosi čak 75 tona.
„Kranovi radnih strojeva za šumarstvo prethodno se obrađuju fosfatiranjem željeza, te se kranovi premazuju praškastim premazima. Kranovi su teški čak 400-500 kg. Za ovjes krana koristimo kuke koje smo sami izradili tako da ne ostavljaju tragove na vanjskoj površini krana“, kaže voditelj proizvodnje Mikko Eloranta.
Za vješanje kranova strojeva za šumarstvo, SKS Toijala Works koristi kuke koje ne ostavljaju tragove na vanjskoj površini krana.
Čelične konstrukcije najtežih strojeva, kao što je TW LogStacker, premazuju se mokrim Teknosovim poliuretanskim bojama TEKNODUR COMBI 3430 i TEKNODUR COMBI 3560 s visokim postotkom krute tvari. Kapacitet dizalice za sakupljanje trupaca iznosi 16–30 tona, a visina podizanja je devet metara.
Kratko vrijeme protoka u proizvodnji
Uz maksimalne kapacitete, u tvornici MSK Cabins svakodnevno se proizvodi više od 50 jedinstvenih sigurnosnih kabina za traktore.

„Imamo 5-6 različitih modela okvira koji su pripremljeni na montažnoj liniji kao cjelovite sigurnosne kabine prema narudžbi kupca. Na montažnoj liniji numerirani okviri kabine prenose se ispravnim redoslijedom duž automatizirane transportne linije s jednog mjesta gdje se sastavljaju do sljedećeg“, opisuje inženjer odjela Jarmo Esala.

Prije montaže, zavareni okviri težine oko 300 kg prethodno se obrade četverofaznim pranjem na liniji, što uključuje dvofazno pranje, aktivaciju, cink fosfatiranje i ispiranje. Cink fosfatiranjem stvara se tanki film cinkovog fosfata na površini metala što daje otpornost na koroziju i pojačava prianjanje boje.
Ova tvrtka sa sjedištem u mjestu Ylihärmä ima preko 60 godina iskustva u razvoju i proizvodnji kabina. Prijelaz s Teknosovih tekućih boja na praškaste premaze INFRALIT temeljio se na bliskoj i ustrajnoj suradnji s proizvođačem boja koja traje desetljećima.
„Želimo zadovoljiti zahtjeve naših kupaca za visokom kvalitetom. Stoga od samog početka koristimo praškaste premaze INFRALIT”, kaže voditelj proizvodnje Risto Kortelainen.
Zahvaljujući kratkom vremenu protoka, praškasti premaz savršen je za fleksibilan i inovativan proizvodni proces u tvrtki MSK Cabins.
Praškasti premazi manje štetni korisnicima
Rad u lakirnici s praškastim lakovima je ugodan jer su praškasti premazi u potpunosti bez otapala i ne sadrže hlapive organske spojeve (HOS). Oprema i odjeća mogu se lako očistiti korištenjem kompresora. Osim toga, praškasti premazi mogu se učinkovito reciklirati, a otpad od praškastih premaza može se spaliti za dobivanje energije. Praškasti premaz je brza, učinkovita i ekonomična metoda premazivanja.
Praškasti premaz je kruta, dvokomponentna tvar. Dvokomponentna reakcija aktivira se na povišenoj temperaturi (140–200 °C). Stvrdnjavanje veziva i učvršćivača praškastog premaza započinje povećanjem temperature površine komponente i u tom procesu dolazi do stvaranja svojstava premaza, poput boje, izgleda završnog sloja, otpornosti na mehanička naprezanja, UV zračenje i kemikalije te strukture površine. Praškasti premaz izvodi se elektrostatički, a površine koje treba premazati moraju biti vodljive i uzemljene.

praškasti premazi -brošure i letci

Igor Miloš
Specijalist za metal / FROSIO Inspektor
mobitel:+385 99 497 6703
igor.milos@teknos.com
Predbilježite se na "Painting News"
Zanimaju vas boje za industriju? Primajte naše novosti.



PITAJTE NAS!
*Obavezno polje
Slanjem podataka za kontakt pristajete na Izjavu o privatnosti. Vaše osobne podatke koristit će samo Teknos i neće ih dijeliti s trećim stranama.